
|
|

| ブランド名: | bronzelube.com |
| モデル番号: | 摩耗は- SelfLube型めっきし、プロダクト死ぬ |
| MOQ: | オーダー メイド青銅色の精密摩耗の版及び注油の部品 |
| 価格: | US$0.11 - US$21.11 / Pieces,NEGOTIABLE |
| 支払条件: | 先立ってTT、L/C、ウェスタン・ユニオン |
| 供給能力: | 自己の円滑油軸受け製造業は許容アセンブリの寸法を測る |
金属スタンピング用に特別に設計された自己潤滑スライドプレートの導入45度の角度で死にます。この革新的なスライドプレートは、優れた潤滑と耐摩耗性を提供するように設計されており、金属スタンピングプロセス中にスムーズで効率的な動作を確保しています。
スライドプレートは、自己潤滑特性を示す高品質の材料で作られており、外部潤滑とメンテナンスの必要性を減らします。この機能は、スタンピングプロセスを簡素化するだけでなく、ダイとスライドプレートの寿命も延長し、ダウンタイムと運用コストを削減します。
スライドプレートの45度角度により、金属スタンピングダイへの正確なアライメントと簡単な統合が可能になります。安全で安定したフィット感を確保し、スタンピングプロセスの最適なサポートとガイダンスを提供します。
摩耗したスライドプレートを交換したり、既存の金属スタンピング装置をアップグレードしたい場合、45度の角度で自己潤滑スライドプレートが優れた選択です。信頼性の高いパフォーマンス、耐久性、メンテナンスの容易さを提供するため、金属スタンピング用途向けの費用対効果の高いソリューションになります。
通常のスラントウェッジメカニズム、スライダーは一般に下部ダイに取り付けられているため、設計と動きは比較的単純ですが、場合によっては、スライダーが下部ダイに取り付けられている場合、部品の給餌と除去は便利ではないか、型の他の機能の実現に影響しないか、スラントウェッジメカニズムによると、スラントウェッジメカニズムによると、吊り下げウェッジメカニズムが考慮される必要があります。ウェッジメカニズム(スラントのカビのボディとスライダーの接触面)。
傾斜ウェッジの名前
コード - ワークマウントサーフェス(W) - ストローク(ST) - スラントウェッジの角度(θ) - 固定モード(キーポジショニングの場合は、ピンポジショニングの場合はn)
一般的に使用されるさまざまなタイプのウェッジの利点と短所
A、水平方向の斜めウェッジ:部品を取り出す問題を完全に考慮する必要があります。
B、ハンギングウェッジ:優れた作業性ですが、研究の端と一致する困難。
C、ダブルアクションウェッジ:より多くのスペースと複雑な構造を占有します。金型の強度には衝撃があります(回転ウェッジの代替)。
斜めのウェッジカビ斜めくびストロークデザインは、コンテンツを表現する必要があります
1)傾斜ウェッジスライダーのストローク:st
2)スラントウェッジストローク:L
3)スラントウェッジ操作ストローク:w
4)スラントウェッジプレスプレートのストローク:c
5)スラントウェッジ角:θ
6)アッパープレスのコアアクションの起動点:p
7)上下のダイガイドエンゲージメントポイント:g
スライディングウェッジの戻りモード
a)春
b)ポリウレタンゴム
c)シリンダー
d)窒素スプリング
e)その他の方法
一般に、スプリングはリターンフォースのソースとして使用されますが、次の場合にはシリンダーなどの他のリターンメソッドが使用されます。
a)傾斜ウェッジのストロークは比較的長く、スプリングはストローク要件を満たすことができません
b)再配置する必要があるダブルアクションチルトウェッジ。
一般的な考慮事項。
1)スラントウェッジダイスライダーにスプリングとシリンダーを設置するとき、その設置位置、スラントウェッジスライダーの動きのモーメントに応じて、セットスライダーは全体的なバランスを取得するために以下を考慮する必要があります
a)スライドガイドの表面にできるだけ近く(高さ方向)
b)ウェッジスライダーの両端にあるガイドレールにできるだけ近づいた(水平方向)
(2)金型構造は、金型の大きな成分を解体することなく、メンテナンススプリングまたはシリンダーを交換できるという前提を考慮するように設計する必要があります。
傾斜ウェッジスライダーのリターンフォースを決定する原則
水平方向のスラントウェッジ型
(スライディングウェッジの総重量*1.0)以上
傾斜ウェッジが死ぬ
(スライディングウェッジの総重量 * 1.5)以上
幅広い側面が関与するため、より包括的な問題を検討する必要があるため、自作の傾斜ウェッジの一部については、詳細な説明ではありません(冷たい労働者またはゴールドアシスタントが説明するために)
標準のベベルウェッジ型の設計
部品プロセス図と3Dデジタルモデルを持っているという前提について
次の手順で設計できます。
1)まず、穴に正常な直線を作ります(下の図を参照)
2)次に、XY平面(金型ベース)に直線を投影して、標準のベベルくぼみの角度を決定するために、実際の測定角は次のとおりです。8°、標準のベベルくさびにそのような仕様はありません。
b)型プレーンのスワッシュくさびの配置角を決定する
繰り返しますが、YZ平面に投影ラインを投影して、標準のベベルくぼみの配置角を決定するために測定値は次のとおりです(10°(各企業の処理工作機械の容量に注意を払う必要があります。
c)断面を通してスワッシュウェッジの設置の高さと位置を決定します
1)パンチの位置が決定され、凹型ダイセットの角度と位置が正確に決定されます。
2)ウェッジは、ダイホルダーの配置角度とパンチホルダーの位置に従って配置されます。
d)ダイの実際の状況に従って、パンチホルダーのインストール方法を選択します。
スライディングウェッジの力のバランスの角度から、最も理想的な固定方法は、スライドウェッジの中心で可能な限りパンチの力ポイントを制御することであり、固定シートの設置方法は、特別な場合の実際の状況に従って配置されます。ダイホルダーのスライディングウェッジのおおよその位置は、パンチ固定シートの固定角度に従って決定されます。
e)ベベルウェッジスライダーとパンチ固定シートの固定位置と断面図面によると、ベベルくさびの取り付け高さと平面位置が決定され、ベベルくさびの取り付け高さと平面座標サイズは、可能な限り整数(0および5)です。
f)標準の傾斜ウェッジダイを設計するとき、傾斜ウェッジのストロークが固定されているため、次の問題を考慮する必要があります。
普通の傾斜スワッシュウェッジ。
作業部品は下部のダイで固定されているため、部品にスムーズに供給できると考える必要があります。そのストロークは、フランジの端の幅 +フランジベベルウェッジトリミングまたはパンチまたはフランジング + 20〜30mmの距離以上であることを保証する必要があります(注:30mm自動スタンピングの場合は、手動で動作する場合は50mmでなければなりません)
ベベルウェッジスライダーストロークを持ち上げます。
フランジからトリミング、パンチ、またはベベルウェッジ +20mmのフランジまでの距離。
bevelledウェッジの持ち上げには、スライダーに設置された作業コンポーネント(パンチ、サイドトリマーブロック、フランジングブロック)が、プレスコアのアセンブリと分解に影響を与えるWHを考慮する必要があります。そして、WHは、bevelledウェッジとプレスコアの間に粉砕するのに十分なスペースがあります。
g)スクラップの処分
1)できるだけ大きく穴を通り抜ける。
2)スクラップがブロックするのを防ぐために、サイドパンチングホールのスクラップが最上部の材料デバイスを増やす必要がある場合があります。
3)スクラップスライドを穴の上に設計するためのキャストが、回転後に発生した場合、スクラップの最大サイズの幅を完全に考慮します。
4)スクラップが長すぎる場合は、スクラップナイフを上げてスクラップから滑らかなスライドを実現し、型の強度を高めることを検討してください。
5)以下の場合に柔軟なエジェクターピン凸(凹面)を使用する。
a)スクラップを少しずつスライドさせるために。
b)スクラップが落ちたら、スクラップの状態を制御したい。
6)スクラップのリバウンドがある場合。
a)金型のナイフは大きくなります。
b)スクラップエジェクターデバイスをインストールする必要があります。
7)次のケースは、ガイドデバイスを増やす必要があります。
a)廃棄物除外側には空の空間はありません。パンチの直径の少なくとも2倍の垂直方向の開口部を備えた右角方向の垂直方向に変換する必要があります。
b)穴が同時に両側にパンチされている場合、分割ピンを増やす必要があります。
h)標準の対角線ウェッジダイプレッサーの分類。
プレスは、部品の位置と変形を防ぐために使用され、作用方向の形状と数に応じて3つのタイプに分けることができます。
a)上部圧縮材料のコア
利点は次のとおりです。圧縮力は比較的大きいため、部品の変形について心配する必要はありません。垂直壁の近く、側壁の端近く、上部圧縮コアで区切られています。
b)スラントウェッジサイド圧縮コア
c)サイド圧縮材料と正の圧縮材料のシェア
サイド圧縮材料の圧縮力が不十分です。
不安定な部品。
正のプレス資料は、部品のサイドプレス素材より10mm早く押してください。
i)斜めのくさびの位置と抗横向性力
(b)ベベルウェッジには、2種類のピンポジショニングとキーポジショニングがあります。
(b)横方向の力を防ぐための手段を必要とする厚い材料を備えた側面トリミングとフランジング。
横方向の力を防ぐための測定と形式。
ガイドデバイスの追加。
www.deepl.com/translator(無料版)で翻訳
![]()
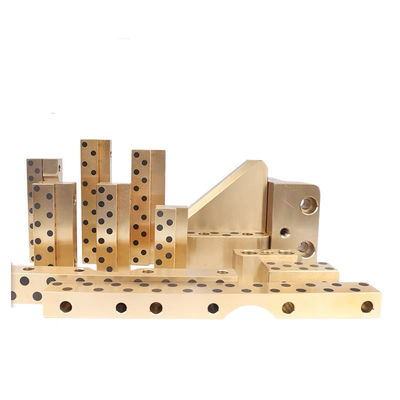
銅合金+特別な固体潤滑剤
オイルフリースライドプレート(10mm)
ダイ/金型、機械、自動化、建設、自動車など、多くの乾燥アプリケーションで普遍的に使用するためのオイルフリースライドプレート。オイルフリーは自己潤滑であり、グリースなしで機能します。
自己潤滑型ブロンズ摩耗プレート、ブロンズスライドプレート、スライドプレート、オイルフリースライドプレート。
銅合金を備えた完全に機械加工されたブロンズオイルを含まないスライドプレートの多くは、私たちが製造するプレートを自己潤滑しています。これは、グラファイトのプラグで青銅プレートをプラグインするプロセスによって達成されます。のフルラインを提供しますグラファイトベアリングをプラグインします。グラファイトプラグされた部品の詳細については、こちらをご覧ください。
摩耗 - セルフラブ型およびダイ製品、銅合金付きグラファイトブロンズオイルのフリースライドプレートを装着したプラートを着用すると、幅広いサイズの範囲で利用できます。
中国で作成された特別なサイズ、穴パターン、またはグラファイトパターンのカスタム構成。ブロンズウェアプレートオイルフリースライドプレートを銅合金と鋳造
私たちのキャストブロンズウェアプレートは、連続鋳造と呼ばれる方法によって生成されます。連続鋳造によって得られた細かい粒子構造は、静的鋳造方法に関連する鋳造欠陥を実質的に排除します。この密な構造には気孔がないため、ツールの寿命が長くなります。
セルフ潤滑油摩耗プレート銅合金付きオイルフリースライドプレートカムスライドガイド、プラググラファイトブロンズブッシングメンテナンスのないプレーンベアリングラミナギブスライド。
インストールが簡単で、非常に耐久性があります。その最適化された設計により、簡単な設置、低ノイズ操作、スペースの節約、ブロンズブッシングのサービス寿命の延長が可能になります。
スライド要素/CAMコンポーネント/CAMユニット/プラスチック型コンポーネント
固体ブロンズメタリックセルフ潤滑ベアリング|フランジ付きブロンズブッシング
ブロンズスリーブ(プレーン)ベアリングを鋳造します。標準のスライドベアリングストックサイズ。
これらの基準は、ほとんどのアプリケーションで既製の経済を提供します
C90300ブロンズグラファイトブッシングは、「緑の」非リード合金です
ティンブロンズブッシング - ネイビーG QQC-390BタイプIIおよびタイプIII
CDA 903 SAE 620 88-8-0-4 ASTM B505
ティンブロンズSAE 620のキャスティング |
||||||||||
要素 |
||||||||||
Cu(1,2) |
PB |
sn |
Zn |
fe |
p(3) |
Ni(4) |
アル |
s |
SB |
si |
min(%) |
86 |
|
7.5 |
3 |
|
|
|
|
|
|
マックス(%) |
89 |
0.3 |
9 |
5 |
0.2 |
0.05 |
1 |
0.005 |
0.05 |
0.2
|
ViiplusはC90300のブロンズブッシングをキャストします優れた品質とパフォーマンスを提供します。連続鋳造はaを達成します高密度多孔性のない穀物構造は、ツールの摩耗とコンポーネントの拒否の減少をもたらします。
ソリッドバーには、13インチの増分と105 "の長さが在庫されており、他の長さと非標準サイズで利用できます。特別なベアリング、プロトタイプ用のベアリング、または緊急修理が必要な場合は、使用するバーを検討してください。
|
|
要素 |
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
|
Cu(1,2) |
PB |
sn |
Zn |
fe |
p(3) |
Ni(4) |
アル |
s |
SB |
si |
|
|
|
|||||||||||
|
min(%) |
86.0 |
|
7.5 |
3.0 |
|
|
|
|
|
|
|
|
マックス(%) |
89.0 |
0.30 |
9.0 |
5.0 |
0.20 |
0.05 |
1.0 |
0.005 |
0.05 |
0.20 |
0.005 |
C90300スズブロンズブッシング。
Internationalからの銅、真鍮、青銅の合金
BS 1400(LG1、LG2、LG4、LG3、PB1、PB2、PB3、PB4、LPB1、LB1、LB2、LB3、LB4、AB1、AB2、HTB3、HTB1)
UNS(C62500、C83600、C84400、C86200、C86300、C87200、C90700、C93200、C93700、C93800、C95200、C95500)
BS EN(CC490K、CC491K、CC493K、CC480K、CC483K、CC482K、CC495K、CC496K、CC331G、CC3333G、CC762S、CC764S)。
|
一般的な鋳造銅合金の関連仕様とアプリケーション |
|||||
|
合金の説明 |
アメリカン仕様。 |
アメリカン仕様。 |
ドイツの仕様。 |
イギリスの仕様。 |
典型的な材料アプリケーション |
|
UNS |
sae |
合金 |
合金 |
||
|
Cu85 SN5 Zn5 PB5 |
C83600(CDA 836) |
40 |
CUSN5ZNPB |
LG2 |
ポンプコンポーネント、小さなギア、ベアリング、インペラ、フランジ、低圧バルブ、および継手。 |
|
Cu83 SN3 Zn8 Pb6 |
C84400(CDA 844) |
- |
CUSN2ZNPB |
*LG1 |
ライトデューティベアリング、一般的なハードウェア、備品、低圧バルブ、およびフィッティング。 |
|
Cu63 Al6 Fe3 Mn3 Zn25 |
C86300(CDA 863) |
430b |
- |
- |
ギア、カム、遅い速度重量負荷ベアリング、ねじ込みナット用の頑丈な高強度合金。 |
|
CU88 SN8 Zn4 |
C90300(CDA 903) |
620 |
- |
- |
ベアリング、ブッシング、ピストンリング、バルブコンポーネント、シールリング、蒸気継手、ギア。 |
|
CU88 SN10 Zn2 |
C90500(CDA 905) |
62 |
CUSN10ZN |
*G1 |
海洋ポンプ、バルブ、ベアリング、ブッシング、ピストンリング、蒸気継手、ギア。 |
|
CU89 SN11 |
C90700(CDA 907) |
65 |
CUSN12 |
*PB1 |
頑丈なギア、高負荷ベアリング、ブッシング、ワームホイール。 |
|
Cu88 SN6 Zn4 Pb2 |
C92200(CDA 922) |
622 |
- |
LG3 |
550 F(287 C)までの使用のためのバルブ、フィッティング、中圧油圧および蒸気圧の部分 |
|
CU87 SN11 NI2 |
C92500(CDA 925) |
640 |
cusn12ni |
CT2 |
ギア、ワームホイール - 良好な衝撃抵抗、自動車同期リング。 |
|
CU87 SN11 PB2 |
C92700(CDA 927) |
63 |
CUSN12PB |
LB3 |
頑丈なベアリング、ブッシング、ピストンリング、バルブコンポーネント、蒸気継手、ギア。 |
|
Cu83 SN7 Zn3 Pb7 |
C93200(CDA 932) |
660 |
cusn7znpb |
|
一般的なユーティリティベアリング、ブッシング、および中速度と圧力のためのプレートを着用します。 |
|
CU85 PB10 SN5 |
C93500(CDA 935) |
66 |
- |
LB4 |
高速ベアリング、ブッシング、高速光負荷、および光圧力部品。 |
|
CU80 PB10 SN10 |
C93700(CDA 937) |
64 |
cupb10sn |
LB2 |
高速と重圧力、ポンプ部品、圧力密輸のベアリング。 |
|
CU78 PB15 SN7 |
C93800(CDA 938) |
67 |
CUPB15SN |
LB1 |
ターボチャージャーベアリング、一般的なサービスおよび中程度の圧力のためのベアリング、鉄道アプリケーション。 |
|
CU87 AI10 FE3 |
C95400(CDA 954) |
- |
cuai10fe |
- |
高強度のベアリング、ブッシング、ギア、ワーム、摩耗プレート、バルブシート、ガイド。 |
|
CU81 AI10 NI5 FE4 |
C95500(CDA 955) |
- |
cuai10ni |
- |
高強度ベアリング、耐腐食性部品、航空機バルブガイド、および座席。 |
|
CU80 AI10 NI6 FE4 |
C95800(CDA 958) |
- |
cual10ni |
AB2 |
塩水防止腐食防止部品と一般的な海洋ハードウェア。 |
|
リン青銅グレードI |
C54400 |
|
CUSN4 |
PB101 |
|
|
リン青銅グレードI |
C54400 |
CUSN4 |
PB101 |
|
リン青銅グレードII |
C51000 |
CUSN5 |
PB102 |
|
蛍光銅グレードIII |
C51900 |
CUSN6 |
PB103 |
|
リン青銅 |
C52100 |
CUSN8 |
PB104 |
![]()
専門的な特別な銅合金生産プラントとして、同社は化学組成、機械的特性、物理的特性、および厳密な内部標準を持つ材料のその他の特性を管理しています。
同社は、中国と外国の関連するブランド基準に従って、対応するブロンズ合金を生産しています。優れたパフォーマンスと短い配達時間。
同社の既存の製品ブランド:QSN6.5-0.1、QSN7-0.2、QSN8-0.3、ZCUSN10P1、ZCUPB10SN10、ZCUPB15SN8、ZCUPB20SN5、ZCUSN5PB5ZN5、ZCUSN6 PB3、C54400、C54400、C54400、C93200、 C93700、C93800など
National Standard、American Standard、German Standard、およびその他の顧客標準のカスタム標準によれば。
製品の種類:銅棒、銅管、形状のチューブ、ロッドを含む。
![]()
製品の説明:マンガンブロンズブッシング
この製品は、高強度の真鍮でできていますcuzn25al6fe3mn3機械的特性が高い特別な式で、優れたキャスティングパフォーマンス、および優れた腐食抵抗空気、淡水、海水。製品は、連続鋳造機、鉱業機械、船舶、ガスタービンなどで広く使用されています。
ベアリングは、蒸気タービンの重要な部分であり、これは放射状の支持体ベアリングとスラストベアリングに分かれています。それらは、ローターのすべての重力を耐え、シリンダー内のローターの正しい位置を決定するために使用されます。
VSB-50は、高品質固体潤滑剤で満たされたポケットと、ランニングプロセスを支援するために、ベアリング表面に固体潤滑剤の薄い膜を添えた青銅をベアリングします。 VSB-50メンテナンスフリー油やグリースの潤滑を必要とせずに、大きなベアリングにはベアリングが推奨されます。摩擦係数が低い
銅合金が挿入された自己潤滑ベアリング(外国人とは、Deva。Glide)は、適切なサイズを掘削する特定の割合に応じて摩擦表面上の銅合金基質に基づいており、秩序あるいくつかの穴(直径200 mm以下)またはブラインドホール(直径Phi d> 200 mm)、穴に埋め込まれた穴に埋め込まれた穴に埋め込まれています。
それは、特にに適したオイルフィルムの潤滑に応じて、通常のベアリングの限界を突破します非石油、高温、高負荷、 低速、防止、腐食防止、防止防止、水または真空溶液の浸透と、特別な労働条件下では困難なオイル潤滑または潤滑はありません。
VSB-50WワッシャースラストワッシャーPAW
- に適しています低速、重い負荷または断続的な動きの条件である潤滑油フィルムは、機会を形成したり維持したりすることはできません。
- 職場環境や機械的構造の制限に適しているため、オイル潤滑の機会を供給することは困難です。
- 衝撃負荷が作業で簡単に発生する場合に適しています。
- 回転、往復、揺れ、線形およびその他の動きの動きに適しており、頻繁にまたは高負荷の開始時に開始する必要があります。
- に適しています高温または低温の作業、または大規模な機会の環境温度範囲。
- に適しています長いメンテナンスサイクルまたは高いメンテナンスコスト、ベアリングの機会の長いサービス寿命が必要です。
- 体水およびその他の化学液またはガスおよびその他の腐食性培地では、栄養耐性耐性を使用できます。
- 吸水、良好な寸法の安定性、高機械強度、良好な熱伝導率を伴うものはありません。
- 中荷重、中速、潤滑、混合潤滑の状態の下で、サービスの寿命を延ばすことができます。
VSB-50Wワッシャー材料は作られています強いキャストブロンズ埋め込まれた特別な固体潤滑剤を備えたベースの金属。ベースメタルに耐えます高負荷と固体潤滑剤は、自己潤滑を提供します。ベアリングは、極端な条件下での事前潤滑なしの優れた性能を示しています低速での高/低温。この素材は、特にメンテナンスのないベアリングソリューションを提供します高負荷、振動運動の断続。
|
学年 |
50# |
50S1 |
50S2 |
50S3 |
650S5 |
|
材料 |
cuzn25ai5mn4fe3 |
CUSN5PB5ZN5 |
cuai10ni5fe5 |
CUSN12 |
cuzn25ai5mn4fe3 |
|
密度 |
8 |
8.9 |
7.8 |
8.9 |
8 |
|
硬度 |
≥210 |
≥70 |
≥150 |
≥75 |
≥235 |
|
抗張力 |
≥750 |
250以上 |
≥500 |
≥270 |
800以上 |
|
降伏強度 |
450以上 |
90以上 |
260以上 |
≥150 |
450以上 |
|
伸長 |
≥12 |
≥13 |
≥10 |
≥5 |
≥8 |
|
係数O線形膨張 |
1.9×10-5/℃ |
1.8×10-5/℃ |
1.6×10-5/℃ |
1.8×10-5/℃ |
1.9×10-5/℃ |
|
max.temp。 |
-40〜+300℃ |
-40〜+400℃ |
-40〜+400℃ |
-40〜+400℃ |
-40〜+300℃ |
|
max.dynamic負荷 |
100 |
60 |
50 |
70 |
120 |
|
Max.Speed(ドライ) |
15 |
10 |
20 |
10 |
15 |
|
n/mm²*m/s(潤滑) |
200 |
60 |
60 |
80 |
200 |
|
圧縮変形 |
<0.01 mm |
<0.05mm |
<0.04mm |
<0.05mm |
<0.005mm |

|
製品番号 |
化学組成 |
||||||||
|
TOB 050 |
cu |
Zn |
アル |
fe |
Mn |
si |
ni |
sn |
PB |
|
60〜66 |
22〜28 |
5.0〜8.0 |
2.0〜4.0 |
2.5〜5.0 |
<0.1 |
<0.5 |
<0.2 |
<0.2 |
|
標準寸法で利用可能なベアリングフォーム
・円筒形の茂み
・フランジュブッシュ
・スライディングプレート
順序付けられたベアリングフォーム:特別な寸法の標準フォーム、スラストワッシャー、フランジングスラストワッシャー、ハーフベアリング、スタンピングまたはディープドローイングによって得られた特別な形状、カスタマイズされたベアリングデザイン


